




Задача: очистка вентиляционного воздуха, поступающего от стержневой машины Suter, а также от сушилки алюминиевой стружки, от вредных веществ: аммиака, фенола, формальдегида, масляной аэрозоли, пыли SiO2, металлических частиц, других сопутствующих вредных выбросах на Литейном заводе ОАО «КАМАЗ» – признанном лидере в автомобилестроении.
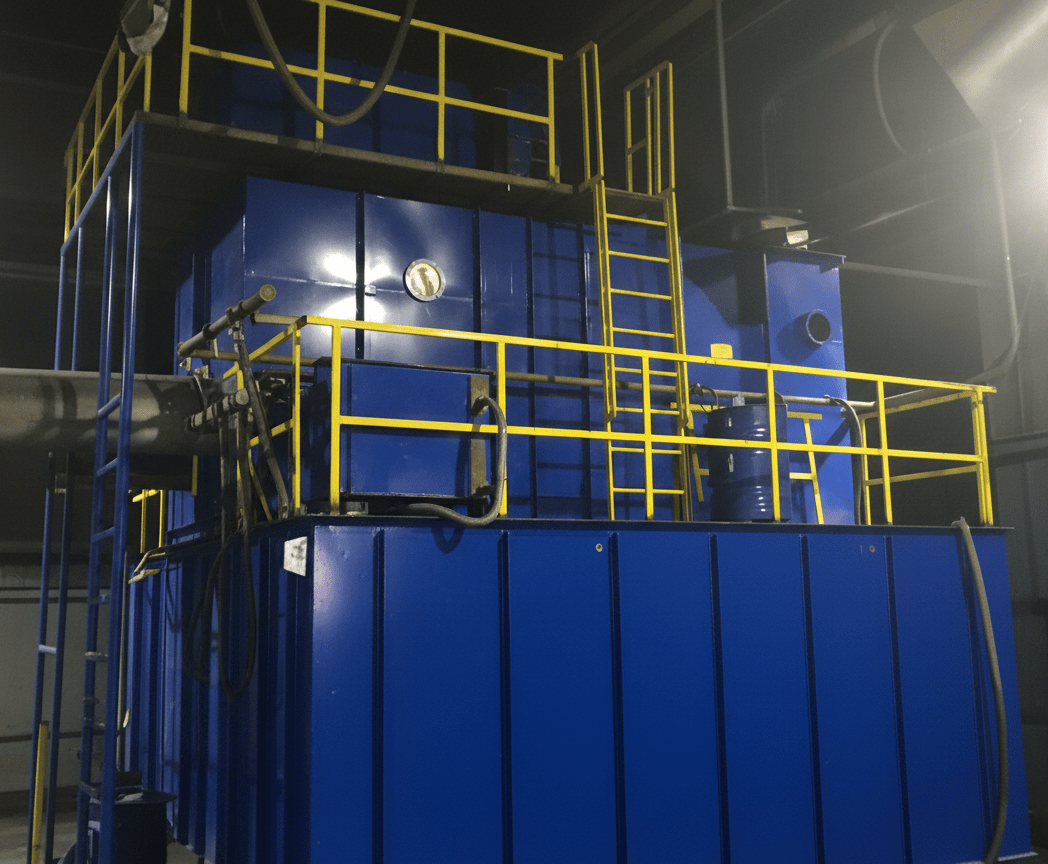
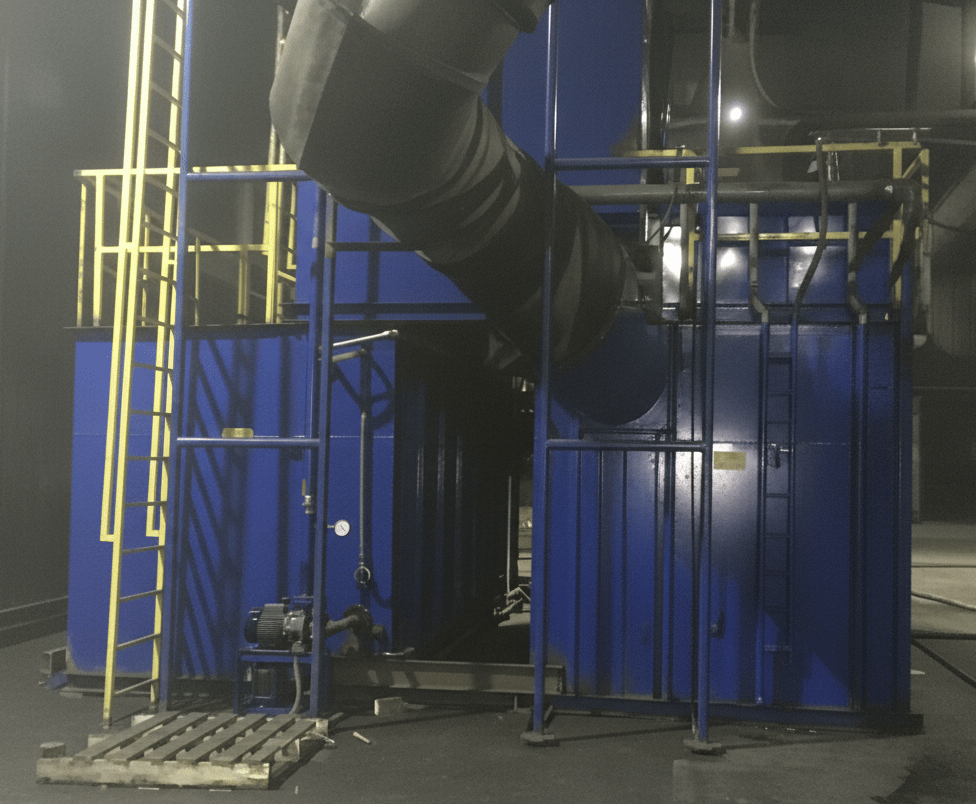
Решение: были предложены и успешно внедрены на Литейном заводе ОАО «КАМАЗ» две абсорбционно-биохимические установки (АБХУ). АБХУ – по своим техническим параметрам и функциональности соответствуют современным требованиям к обеспечению экологической безопасности производства и защиты воздушного бассейна предприятия. В основе технологии – научный подход и исследовательская работа в Белорусском национальном техническом университете.
Этап 1: поставка АБХУ для очистки вентвоздуха от стержневой машины Suter. Применение органических связующих в литейном производстве при изготовлении стержней приводит к значительному выделению токсичных газов (в т.ч. фенола, формальдегида), поэтому актуальной является разработка эффективной системы очистки газовоздушных выбросов в литейном производстве на участке изготовления стержней, так как это позволит значительно снизить уровень загрязнения атмосферы и улучшить условия труда для работников.
Этап 2: поставка АБХУ для очистки вентвоздуха от сушилки алюминиевой стружки, предназначенной для обезжиривания стружки перед ее поступлением в плавильный агрегат. Основными загрязняющими веществами являются пыль SiO2, сажа, пары масла.
Принцип работы АБХХУ:
Загрязненный воздух поступает в абсорбер (гидрофильтр), где происходит очистка газов от пыли и вредных газообразных примесей в результате их улавливания абсорбентом. Далее воздух попадает в каплеуловитель для улавливания выносимой капельной жидкости после процесса массообмена, происходящего в абсорбере. Использование блока доочистки (фильтра-туманоуловителя) позволяет очистить вентиляционный воздух от масляного тумана. Затем очищенный воздух с помощью вентилятора выводится в атмосферу.
Загрязненный абсорбент продолжает свой цикл – поступает в усреднитель, где происходит его усреднение по объему и составу, затем он поступает в приемную зону биореактора для осветления, а далее происходит его регенерация – микроорганизмы-деструкторы нейтрализуют растворенные вредные вещества, поэтому стоков не образуется. А далее, после регенерации, раствор насосом подается на орошение вентиляционного воздуха в абсорбер, т.е. используется многократно в замкнутом цикле «абсорбер-биореактор».
Ключевые преимущества АБХУ, подтвержденные на КАМАЗе:
- Высокая эффективность очистки: АБХУ обеспечивает улавливание загрязняющих веществ благодаря использованию подвижной шаровой насадки в абсорбере, повышающей эффективность массообмена.
- Экологичность и безопасность: В основе технологии лежат природные процессы. Расходными материалами являются техническая вода, сжатый воздух, вредные вещества из вентвоздуха и биогенные добавки.
- Экономичность эксплуатации: Установка не требует постоянного присутствия оператора и имеет низкие эксплуатационные расходы.
- Модернизация и усовершенствование: Для решения проблемы масляного тумана, характерного для сушильных отделений, интегрирован блок доочистки – фильтр-туманоуловитель. Этот комплексный подход значительно снизил суммарные выбросы вредных веществ.
- Реальные результаты на КАМАЗе: Степень снижения выбросов пыли, сажи, минерального масла измеряется тоннами в год.
Таким образом, на Литейном заводе ОАО «КАМАЗ» применен комплексный подход при разработке системы очистки от газовоздушных выбросов литейного производства, который позволил найти наилучшее решение как с экономической, так и экологической точки зрения.



{kind=link}